 简体中文
简体中文


Hardware-stemplingsdele er kernen i moderne fremstilling. Fra beslaget inde i din bildør til terminalen inde i et industrielt relæ holder disse små præcisionskomponenter komplekse enheder til at fungere pålideligt - ofte uden at slutbrugeren nogensinde bemærker dem. Som en producent, der har produceret metalstemplingsdele siden 2010, ønsker vi at give dig et klart, praktisk billede af, hvad hardware-stemplingsdele faktisk er, hvordan de er lavet, og hvad du skal kigge efter, når du køber dem.
Hvad er hardwarestemplingsdele?
Hardware-stemplingsdele er metalkomponenter fremstillet ved at presse, stanse, bukke eller trække metalplader gennem en matrice ved hjælp af en mekanisk eller hydraulisk presse. Processen er kendt som metalstempling eller presseformning. I modsætning til bearbejdning, som fjerner materiale for at skabe en form, er stempling en formningsproces - materialet omformes uden at blive skåret væk, hvilket dramatisk reducerer spild og omkostninger i stor skala.
Udtrykket "hardware stempling dele" dækker en ekstremt bred vifte af komponenter. En kort repræsentantliste omfatter:
- Beslag, clips og monteringsplader, der bruges i bilkarosseri
- Elektriske klemmer, stik og afskærmningsdæksler i forbrugerelektronik
- Kirurgiske instrumenthuse og implantattilstødende komponenter i medicinsk udstyr
- Indkapslinger, køleplader og strukturelle rammer i industrimaskiner
- Hængsler, fastgørelseselementer, fjedre og spændeskiver i isenkram og byggevarer
Det, som alle disse komponenter deler, er kravet om tæt dimensionel konsistens, overfladeintegritet og evnen til at blive produceret i store mængder på et gentageligt kvalitetsniveau.
Kernestemplingsprocesserne forklaret
At forstå de grundlæggende handlinger, der er involveret, hjælper dig med at kommunikere mere effektivt med din leverandør og evaluere tilbud mere præcist. De fleste hardware-stemplingsdele er produceret gennem en eller flere af følgende operationer:
Blanking og stansning
Et stempel tvinger metalplader gennem en matrice for at adskille en flad form (blanking) eller for at skabe et hul (stansning). Disse er typisk de første operationer i en flertrinsproces. Dimensionsnøjagtighed her bestemmer, om hver nedstrøms operation forbliver i tolerance.
Bøjning og formning
Bøjning påfører kraft langs en lige akse for at skabe kantede træk. Formning er en bredere betegnelse for enhver operation, der ændrer arkets kontur uden at fjerne materiale – inklusive prægning, prægning og krølning. Springback (metallets tendens til delvist at vende tilbage til sin oprindelige form efter dannelse) er en af de mest almindelige kilder til dimensionsfejl; erfarne værktøjsmagere står for dette i formdesignet fra starten.
Dyb tegning
Dybtegning trækker et fladt emne ind i et matricehulrum for at skabe en hul, tredimensionel form - kopper, dåser, indhegninger og huse er typiske output. Dybde-til-diameter-forholdet (kendt som trækforholdet) bestemmer, om en del kan formes i et enkelt træk eller kræver flere reduktionstrin. De fleste materialer tillader et trækforhold på ca. 1,5 til 2,0 pr. trin uden at revne.
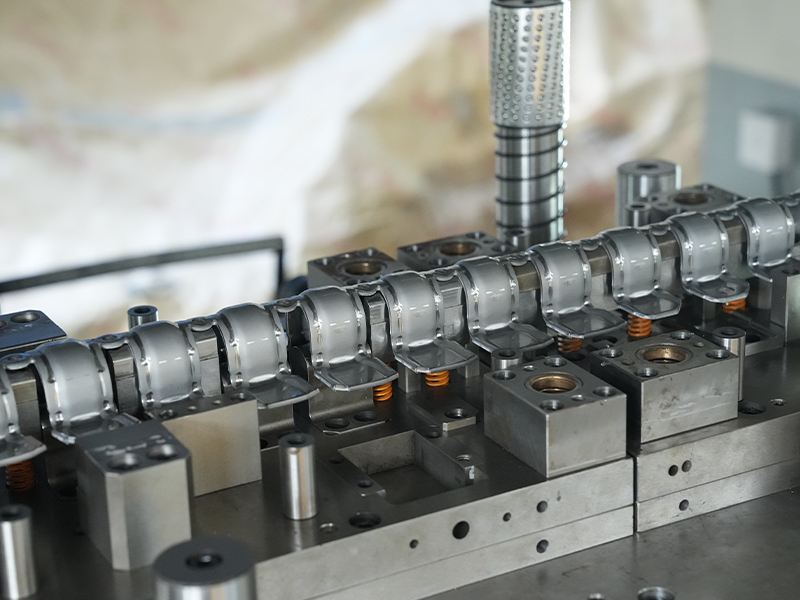
Progressiv stansning
Progressiv matriceværktøj udfører flere operationer - blanking, gennemboring, bukning, formning - på successive stationer inden for et enkelt matricesæt. En metalspole strømmer automatisk igennem og går et skridt frem pr. trykslag. Progressive matricer er standardvalget til højvolumen hardware stempling dele fordi de kombinerer flere operationer i en enkelt cyklus, hvilket reducerer håndteringstiden og omkostningerne pr. styk. Cyklushastigheder på 100 til 400 slag i minuttet er almindelige.
Transfer Die Stamping
Når en del er for stor eller kompleks til at forblive forbundet til en bærestrimmel under hele processen, adskilles den tidligt og overføres mekanisk mellem stationerne. Overførselsmatricer foretrækkes til større strukturelle dele, såsom karrosseripaneler til biler, hvor emner skal omplaceres eller vendes mellem operationer.
Materialeevalg: Tilpasning af metal til anvendelse
Materialevalg er en af de mest konsekvensbeslutninger i et stemplingsprojekt. Det forkerte materiale kan betyde værktøjsslid, dårlig formbarhed, utilstrækkelige mekaniske egenskaber eller unødvendige omkostninger. Nedenfor er en praktisk sammenligning af de mest almindelige materialer, der bruges til hardwarestempling:
| Material | Nøgleegenskaber | Typiske applikationer | Overvejelser |
|---|---|---|---|
| Kulstofstål (SPCC / DC01) | Høj styrke, lav pris, god formbarhed | Konstruktionsbeslag, maskinrammer, kabinetter | Kræver belægning eller plettering for at modstå korrosion |
| Rustfrit stål (304/316) | Fremragende korrosionsbestandighed, høj hårdhed efter arbejdshærdning | Medicinsk udstyr, fødevareudstyr, marine hardware | Højere slid på værktøj; tilbagespring skal omhyggeligt kompenseres |
| Aluminium (1xxx / 5xxx / 6xxx) | Let, korrosionsbestandig, god varmeledningsevne | Automotive lette vægte, elektronik køleplader, rumfart | Lavere styrke end stål; legeringsvalg er kritisk |
| Kobber / Kobberlegeringer | Overlegen elektrisk og termisk ledningsevne, duktilt | Elektriske klemmer, stik, samleskinner | Højere materialeomkostninger; oxidationshåndtering nødvendig i opbevaring |
| Zink / Zinklegeringer | God formbarhed, naturlig korrosionsbarriere, lav pris | Dekorativt hardware, automotive trim, forbrugsvarer | Lavere mekanisk styrke end stål; ikke egnet til bærende dele |
Hos Dingjia arbejder vi med hele udvalget af både jernholdige og ikke-jernholdige materialer. Vores hardware stempling dele produktsortiment dækker stempling af rustfrit stål, kulstofstål, aluminium, kobber, kobber-baseret belægning og zinklegering – hvilket giver kunderne en enkelt-kilde mulighed uanset deres materialebehov.
Tolerancer og dimensionsstandarder, du bør kende
Tolerancekrav har en direkte effekt på værktøjsomkostninger, cyklustid og skrothastighed. Inden du anmoder om et tilbud, er det værd at forstå, hvad der er opnåeligt, og hvad der driver omkostningerne op.
- Standard kommercielle tolerancer for udstansede metalpladedele er typisk ±0,1 mm til ±0,3 mm for lineære dimensioner, afhængigt af materialetykkelse og trækkompleksitet.
- Præcisions progressiv stansning kan holde ±0,02 mm til ±0,05 mm på udstansede huller og blanke kanter med korrekt styring af matriceafstand og regelmæssig vedligeholdelse af matrice.
- Bøjningsvinkeltolerancer holdes almindeligvis til ±1° under standardforhold og ±0,5° til præcisionsanvendelser.
- Krav til planhed og vinkelrethed, især for dele, der anvendes til automatiseret montage, bør tydeligt angives på tegningen i stedet for at antages.
Angivelse af snævrere tolerancer, end applikationen faktisk har brug for, er en af de mest almindelige måder, hvorpå købere utilsigtet øger deleomkostningerne. Hvis dit designteam er usikkert, kan en DFM-gennemgang (Design for Manufacturability) med leverandøren før sign-off af værktøj forhindre dyre revisioner senere.
Muligheder for overfladefinishing til hardwarestempling
Rå stemplede metaloverflader er sjældent den endelige tilstand af en hardwaredel. Overfladebehandling tjener tre hovedformål: korrosionsbeskyttelse, æstetisk forbedring og funktionel modifikation (såsom at øge hårdheden eller forbedre den elektriske kontakt). De mest almindelige efterbehandlingsmuligheder omfatter:
- Galvanisering – Afsætter et tyndt metallisk lag (zink, nikkel, krom, tin, guld) på delens overflade for korrosionsbeskyttelse og udseende. Tykkelsen er typisk 5-25 µm.
- Pulverlakering – Elektrostatisk påføring af polymerpulver, derefter hærdet i en ovn. Giver en holdbar, ensartet belægning 60-100 µm tyk. Almindelig på konstruktionsdele af kulstofstål.
- Anodisering – En elektrokemisk proces eksklusivt for aluminium, der danner et tæt, integreret oxidlag. Type II anodisering giver 5-25 µm; Type III (hård anodisering) giver 25-150 µm med væsentlig højere hårdhed.
- Passivering – En kemisk behandling til rustfrit stål, der fjerner frit jern fra overfladen og maksimerer materialets iboende korrosionsbestandighed. Almindeligvis specificeret til medicinske og fødevaregodkendte dele.
- Fosfateringsmaling – En almindelig to-trins proces for autodele i stål: jern- eller zinkphosphat-konverteringsbelægning giver vedhæftning og korrosionsbestandighed som grundlag for efterfølgende maling.
- Polering / Afgratning – Vibrerende finish eller tøndefinish fjerner grater og skarpe kanter fra udstansede funktioner – afgørende for dele, der kommer i kontakt med hænder, kabler eller tætningskomponenter.
Det rigtige efterbehandlingsvalg afhænger af driftsmiljøet, lovkrav (RoHS-overholdelse er ofte påkrævet for elektronikdele) og din monteringsproces. Fortæl din leverandør om slutbrugsbetingelserne tidligt - det påvirker materialevalg lige så meget som det gør efterbehandling.
Nøgleindustrier og hvad de efterspørger af stemplede dele
Hardware-stemplingsdele er ikke generiske varer. Hver industri bringer et specifikt sæt af tekniske og regulatoriske krav, som producenten skal forstå, før den første matrice skæres.
Automotive
Automotive stemplingsdele skal overholde snævre dimensionelle tolerancer, fordi de er integreret i automatiserede samlebånd, hvor selv en 0,2 mm afvigelse kan forårsage pasformsfejl. IATF 16949 Kvalitetssystemcertificering er reelt obligatorisk for Tier 1 og Tier 2 billeverandører. Materialesporbarhed, PPAP-dokumentation (Production Part Approval Process) og funktionel holdbarhedstest er standardkrav. Vores automotive stål stempling dele er produceret under IATF 16949-certificeret kvalitetskontrol.
Elektronik og El
Terminaler, konnektorer, skjolde og kontaktfjedre i elektronik kræver ensartet kontaktkraft, præcis geometri og pålidelig belægningsvedhæftning. Stemplingsdele af kobber og kobberlegering dominerer dette segment på grund af deres elektriske ledningsevne. Tin- eller guldbelægning over kobber er standarden for korrosionsfrie parringsoverflader. Mikrostemplingstolerancer på ±0,01–0,05 mm er almindelige i forbindelsesapplikationer.
Medicinsk udstyr
Medicinske stemplingsdele kræver biokompatibilitet, modstandsdygtighed over for gentagne steriliseringscyklusser og fuldstændig sporbarhed af materialepartier. 316L rustfrit stål er det hyppigst specificerede materiale for dets overlegne korrosionsbestandighed i saltholdige og kemiske miljøer. ISO 13485 kvalitetsstyringscertificering er den grundlæggende forventning fra medicinske OEM'er.
Industrielle maskiner
Strukturelle beslag, huspaneler og mekanismekomponenter i industrielt udstyr prioriterer bæreevne og dimensionsstabilitet over lange levetider. Højstyrke kulstofstål og strukturelle aluminiumslegeringer er typiske valg. I mange tilfælde følger svejsning eller nitteoperationer stempling, så ensartede emnedimensioner og kantkvalitet påvirker direkte sammenføjningskvaliteten nedstrøms.
Værktøj: Investeringen, der bestemmer langsigtede delomkostninger
Matricen (eller værktøjet) er den primære kapitalinvestering i et stemplingsprojekt, og forståelse af værktøjsøkonomi hjælper dig med at træffe bedre indkøbsbeslutninger.
En simpel enkelt-operation matrice til en lille beslag kan koste $3.000-$8.000. En multistations progressiv matrice til en kompleks konnektorkomponent kan nå $50.000-$150.000 eller mere, afhængigt af antallet af stationer, materialer og påkrævede tolerancer. Disse forudgående omkostninger amortiseres dog over hele produktionsforløbet. Ved volumener over 50.000-100.000 dele giver stempling typisk den laveste pris pr. styk af enhver metalformningsproces.
Nøglespørgsmål at stille din leverandør om værktøj:
- Hvad er den nominelle levetid for matricen (antal slag før større vedligeholdelse er påkrævet)?
- Hvem ejer værktøjet, og hvad sker der med det, hvis du skifter leverandør?
- Hvad er tidsplanen for værktøjsvedligeholdelse, og hvem bærer omkostningerne ved rutinemæssig slibning?
- Kan det samme matricesæt ændres, hvis dit design ændrer sig lidt, eller er et nyt værktøj påkrævet?
En leverandør med in-house formdesign og vedligeholdelseskapaciteter – i stedet for en, der outsourcer værktøj – tilbyder typisk hurtigere leveringstider på de første prøver og mere kontrol over værktøjets kvalitet og levetid.
Kvalitetskontrol i hardwarestempling: Sådan ser en streng proces ud
Dimensionsnøjagtighed alene definerer ikke delens kvalitet. Et robust kvalitetskontrolsystem for stemplede hardwaredele dækker hele produktionsflowet:
- Indgående materialeinspektion – Verifikation af materialecertifikater og prøvetagning af mekaniske egenskaber og tykkelse, før spoler går i produktion.
- Første artikelinspektion (FAI) – Fulddimensionel verifikation af den første produktionsprøve i forhold til ingeniørtegningen før masseproduktion begynder.
- In-process SPC (Statistical Process Control) – Prøveudtagning af dele med definerede intervaller under produktion og sporing af kritiske dimensioner på kontroldiagrammer for at fange drift, før det producerer defekte dele.
- Koordinat inspektion af målemaskine (CMM). – For snævre tolerancefunktioner eliminerer CMM-måling operatørens subjektivitet og giver dokumenterede dimensionsrapporter.
- Overflade og visuel inspektion – Kontrol for grater, revner, ridser, pletteringsdefekter og andre overfladeanomalier under definerede lysforhold.
- Udgående kvalitetskontrol (OQC) – Endelig AQL-baseret prøveudtagningsinspektion før forsendelse med inspektionsrapporter leveret til kunden.
Vi holder IATF 16949 certificering og drive et kvalitetslaboratorium udstyret med Zeiss koordinatmåleinstrumenter og semi-automatiske CMM'er. For kunder i regulerede industrier kan vi levere fuldstændige inspektionsoptegnelser og materialesporbarhedsdokumentation med hver forsendelse.
Sådan vurderer du en leverandør af hardwarestemplingsdele
At vælge den rigtige producent er lige så vigtigt som at få det rigtige design. Her er en praktisk evalueringsramme baseret på de kriterier, der faktisk driver langsigtet forsyningssikkerhed:
| Kriterium | Hvad skal man kigge efter | Røde Flag |
|---|---|---|
| Værktøjskapacitet | Internt formdesign og vedligeholdelsesteam | Alt værktøj outsourcet; begrænset DFM-understøttelse |
| Presseudstyr | Tonnageområde (dækker din deltykkelse); moderne CNC-styrede presser | Kun en eller to pressestørrelser; ældning af udstyr uden vedligeholdelsesjournaler |
| Kvalitetscertificering | IATF 16949 (biler), ISO 9001, ISO 13485 (medicinsk) | Ingen certificering eller certificering ikke fornyet for nylig |
| Inspektionsudstyr | CMM, optiske komparatorer, hårdhedstestere på stedet | Stol kun på manuelle målere for præcisionsfunktioner |
| Materiale Bredde | Håndterer både jernholdige og ikke-jernholdige materialer internt | Specialiseret sig i kun én materialefamilie; kan ikke understøtte fremtidige designændringer |
| Kommunikation | Reagerer på tekniske spørgsmål; proaktiv omkring DFM-feedback | Langsom til at reagere; undgår at forpligte sig til dimensionsgarantier |
Vi glæder os over fabriksrevisioner og er glade for at lede potentielle kunder gennem vores produktionsproces, værktøjsrum og kvalitetslaboratorium. Gennemsigtighed på kvalifikationsstadiet er den bedste måde at opbygge den slags langsigtede forsyningsforhold, som gavner begge sider.
Få mest muligt ud af dit stemplingsprojekt: Praktiske tips
Efter at have arbejdet med kunder på tværs af bil-, elektronik- og medicinske industrier i over 15 år, er disse fremgangsmåder, der konsekvent fører til bedre resultater:
- Del din årlige volumenprognose tidligt. Selv et omtrentligt tal (f.eks. 200.000 styk/år) bestemmer, om progressivt værktøj, overførselsværktøj eller sammensat værktøj giver økonomisk mening, og det har direkte indflydelse på den værktøjsinvestering, du bliver bedt om at foretage.
- Angiv kun tolerancer, du faktisk vil inspicere. Hvis din indkommende inspektion ikke kontrollerer en dimension, nytter det ikke noget at holde din leverandør til ±0,02 mm på den – du betaler bare for en strammere proces uden fordel.
- Anmod om en DFM-gennemgang før værktøjsgodkendelse. Små ændringer – tilføjelse af en radius til et skarpt indvendigt hjørne, justering af afstand fra hul til kant eller ændring af en bøjningsaflastning – kan reducere værktøjsslid betydeligt og forbedre delens konsistens uden designmæssig straf.
- Konsolider dine stempelleverandører, hvor det er praktisk muligt. Brug af en producent med bred materialekapacitet betyder færre kvalifikationsprocesser, færre værktøjsstile at administrere og en stærkere udnyttelse til prioriteringsplanlægning i perioder med høj efterspørgsel.
- Planlæg din overfladefinish, før værktøj skæres. Nogle efterbehandlingsprocesser (f.eks. kraftig zinkbelægning) tilføjer dimensionsopbygning, der skal indregnes i delens geometri fra begyndelsen, ikke eftermonteres efter kendsgerningen.
Hvorfor arbejde med en specialiseret hardwarestemplingsproducent
Hardwarestempling ser vildledende ud udefra - en presse kommer ned, en form kommer ud. I praksis involverer en stanseoperation af høj kvalitet præcis matriceteknik, materialevidenskabelig viden, processtyringsdisciplin og hurtig reaktion på værktøjsslid. Afstanden mellem en middelmådig leverandør og en dygtig viser sig i din skrotrate, dine monteringskontroller og dine garantikrav – ikke kun i prisen pr. styk.
Changzhou Dingjia Metal Technology Co., Ltd. har fremstillet præcisions-hardware-stemplingsdele siden 2010, som opererer fra en 6.900 m² anlæg i Wujin District, Changzhou, med et team på 56 erfarne teknikere og 24 stansemaskiner, der er i stand til 500 tons månedlig stemplingskapacitet . Vores produktion dækker både jernholdige og ikke-jernholdige materialer, og vores reservedele betjener kunder inden for automotive, elektronik og medicinske maskiner globalt.
Hvis du køber hardware-stemplingsdele og ønsker en producent med værktøjsdybden, kvalitetsinfrastrukturen og materialesortimentet til at understøtte din fulde produktlivscyklus, inviterer vi dig til at udforske vores komplet udvalg af hardware stempling dele eller kontakt os direkte for at diskutere dine projektkrav.











