简体中文
简体中文
Nyheder
Hjem / Nyheder / Industri -nyheder / Hvad er metalstemplingsdele? Proces, typer og applikationsvejledning
Metal stemplingsdele er vigtige komponenter, der bruges på tværs af utallige industrier, fra bil til elektronik. Denne omfattende guide forklarer alt hvad du har brug for at vide om stemplede metalkomponenter, herunder fremstillingsprocesser, materialevalg, kvalitetsstandarder og praktiske anvendelser.
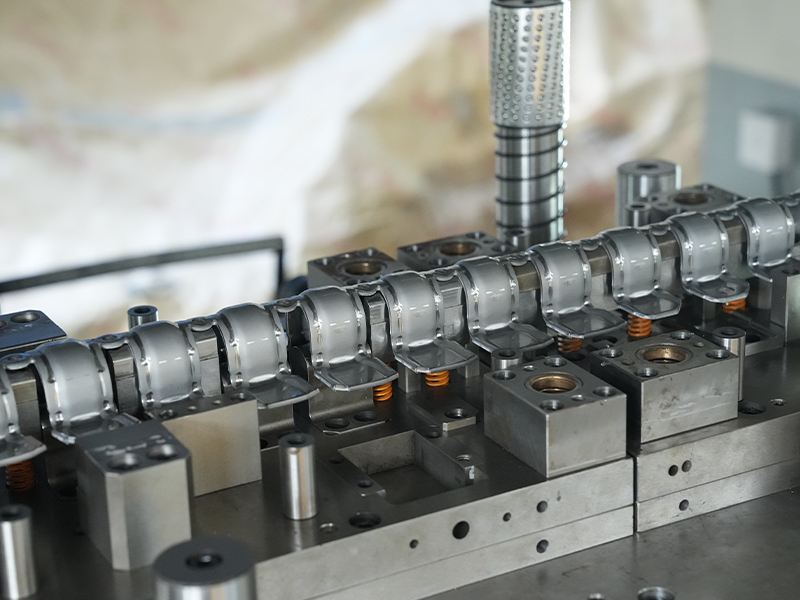
Metalstempling er en kolddannende fremstillingsproces, der bruger dies og stemplingspresser til at omdanne metalplader til specifikke former. Processen giver flere fordele:
Moderne stemplingsteknologi kan producere dele med tolerancer så stramme som ± 0,01 mm til præcisionsapplikationer.
Stemplede komponenter kan kategoriseres efter deres fremstillingsproces og endelige form:
| Type | Beskrivelse | Typiske applikationer |
| Blanking af dele | Flade komponenter skåret fra metalplade | Skiver, shims, elektriske kontakter |
| Bøjningsdele | Komponenter med vinklede eller dannede funktioner | Beslag, klip, indkapslinger |
| Dybe tegningsdele | Tredimensionelle hule former | Dåser, containere, bilpaneler |
| Progressive die dele | Komplekse komponenter lavet i flere trin | Elektriske terminaler, stik |
| Fine blankende dele | Komponenter med høj præcision med glatte kanter | Gear, præcisionsmekaniske dele |
Metalstemplingsprocessen involverer typisk disse nøglefaser:
Valg af materiale afhænger af delens funktion, miljøforhold og omkostningsovervejelser:
| Materiale | Tykkelse | Nøgleegenskaber | Almindelige anvendelser |
| Koldt rullet stål | 0,5-3,0 mm | Høj styrke, god formbarhed | Automotive, apparater |
| Rustfrit stål | 0,2-6,0 mm | Korrosionsmodstand | Medicinsk, fødevareforarbejdning |
| Aluminiumslegeringer | 0,3-5,0 mm | Letvægt, ledende | Luftfart, elektronik |
| Kobber/messing | 0,1-3,0 mm | Fremragende ledningsevne | Elektriske komponenter |
| Høj kulstofstål | 1,0-8,0 mm | Ekstraordinær hårdhed | Industrielle maskiner |
At sikre stemplet delkvalitet kræver flere verifikationsmetoder:
Statistiske processtyringsmetoder (SPC) -metoder implementeres ofte for at overvåge produktionskonsistensen.
Effektiv stemplet deldesign følger disse principper:

Flere variabler påvirker den endelige pris på stemplede komponenter:
| Faktor | Indflydelse på omkostningerne | Tips til omkostningsreduktion |
| Materiel type | 20-60% af de samlede omkostninger | Overvej alternative legeringer |
| Del kompleksitet | Øger værktøjsomkostninger | Forenkle geometrier, hvor det er muligt |
| Produktionsvolumen | Højere volumener reducerer enhedsomkostningerne | Kombiner ordrer, når det er praktisk |
| Tolerancebehov | Strammere tolerancer øger omkostningerne | Angiv løsere tolerancer, hvor det er acceptabelt |
| Sekundære operationer | Tilføjer behandlingstrin | Design til at minimere efterbehandling |
Metalstempling betjener stort set enhver fremstillingssektor:
Forstå, hvornår man skal vælge stempling versus andre processer:
| Metode | Fordele | Ulemper | Bedst til |
| Metalstempling | Høj hastighed, lave enhedsomkostninger, præcision | Høje værktøjsomkostninger, begrænset til metalplader | Masseproduktion af tynde komponenter |
| CNC -bearbejdning | Fleksibel, ingen værktøjsmæssigt nødvendig | Langsommere, højere per-delvis omkostninger | Prototyper, komplekse 3D -dele |
| Die casting | Komplekse former, god overfladefinish | Begrænset til ikke-jernholdige metaller | Zink, aluminiumskomponenter |
| 3D -udskrivning | Intet værktøj, designfrihed | Langsomme, materielle begrænsninger | Prototyper, brugerdefinerede dele |
Stampingindustrien udvikler sig fortsat med nye udviklinger:
Løsninger til hyppige produktionsproblemer:
| Problem | Mulige årsager | Løsninger |
| Burrs | Slidt dies, forkert godkendelse | Skærp/udskift dør, juster clearance |
| Revner | Utilstrækkelig bøjningsradius, forkert materiale | Forøg radius, annealtmateriale |
| Rynke | Utilstrækkelig tom indehaverstryk | Juster tryk, brug tegne perler |
| Springback | Materiel hukommelseseffekt | Overbend, brug kompensationsvinkler |
| Forkert justering | Forkert fodring, slidte guider | Kontroller feeder, udskift guider |
Korrekt dievedligeholdelse udvider værktøjets levetid og sikrer kvalitet:
Nøgleformler til stemplingsoperationer:
Tryk på Tonnage -beregning:
Tonnage = (Perimeter × Materialtykkelse × Forskydningsstyrke) / 2000
Tom størrelse til dyb tegning:
Blank diameter = √ (endelig del overfladeareal × 4/π)
Produktionshastighed:
Dele / time = (3600 × effektivitetsfaktor) / cyklustid (sekunder)
Moderne stemplingsoperationer adresserer bæredygtighed gennem:
Metalstemplingssektoren forventes at vokse støt, drevet af:
Efterhånden som produktionskravene udvikler sig, fortsætter stemplingsteknologien med at tilpasse sig og tilbyder omkostningseffektive løsninger til produktion af præcisionsmetalkomponenter på tværs af forskellige industrier.
Jernstemplingsdele: Anvendelser, fordele og fremstillingsproces
2025-07-11Aluminiumsstemplingsdele: Proces, applikationer og fordele
2025-07-22Din e -mail -adresse offentliggøres ikke. Krævede felter er markeret *

Vores rustfrit stål turbo tætningspakning er konstrueret til høje ydeevne applikationer i turboladede motorer, hvilket giver en robust, pålidelig tætning for at forhindre lækage af udstødningsgasse...
Se detaljer
Starlock -skiver med rustfrit stål er specialiserede fastholdelseskomponenter designet til sikkert at holde dele på plads inden for vandventilenheder. Disse fastgørelsesmidler er fremstillet af rus...
Se detaljer
Vores højtryksbestandige rustfrie stålbeslag er en robust, holdbar og pålidelig løsning til at sikre udstyr i krævende miljøer, hvor pres og strukturel integritet er kritisk. Denne beslag er lavet ...
Se detaljer
Vores sorte formbare jernbøsninger er holdbare komponenter i høj kvalitet designet til forskellige industrielle anvendelser, der tilbyder enestående styrke, modstand mod slid og langvarig ydeevne. ...
Se detaljer
Sætningsboliger i jernkondensatoren er en præcisionsstemplet metalkomponent designet til at omslutte og beskytte kondensatorer, hvilket sikrer deres langsigtede ydeevne og pålidelighed. Fremstillet...
Se detaljer
Vores jernmonteringsbeslag er en robust, alsidig og meget holdbar supportløsning designet til en lang række industrielle og kommercielle anvendelser. Denne monteringsbeslag er konstrueret af jernkv...
Se detaljer
Den 65 mn jernstemplede sæde-justeringsplade er en præcision-konstrueret metalstemplingskomponent lavet af stål med højt kulstofindhold (65 mn), et materiale, der er kendt for sin hårdhed, trækstyr...
Se detaljer
Bracket i Iron Gear Engagement er en robust, præcision-konstrueret komponent designet til at sikre det sikre og effektive engagement af gear i forskellige mekaniske systemer. Denne beslag, der er k...
Se detaljer
Vores Automotive Steel Flange er konstrueret til præcision, holdbarhed og enestående ydelse i forskellige bilapplikationer. Disse flanger er lavet af kulstofstål, rustfrit stål eller legeringsstål ...
Se detaljer
Den kobberbindede magnetventilnålens nålenhed er en præcisions-konstrueret komponent designet til at forbedre ydelsen og pålideligheden af magnetventiler, der bruges i forskellige industrielle anve...
Se detaljer
Den rene zinkplade støddæmper er en højtydende, holdbar løsning designet til at forbedre funktionaliteten og levetiden for forskellige maskiner og udstyr. Konstrueret af rent zinkmateriale tilbyder...
Se detaljer
Vores galvaniserede ark motorhus tilbyder robust beskyttelse og levetid for en lang række elektriske motorer, der bruges i forskellige brancher. Udformet af galvaniseret stål af høj kvalitet er det...
Se detaljerKontaktoplysninger
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interesseret i vores produkter, skal du kontakte os