简体中文
简体中文
Nyheder
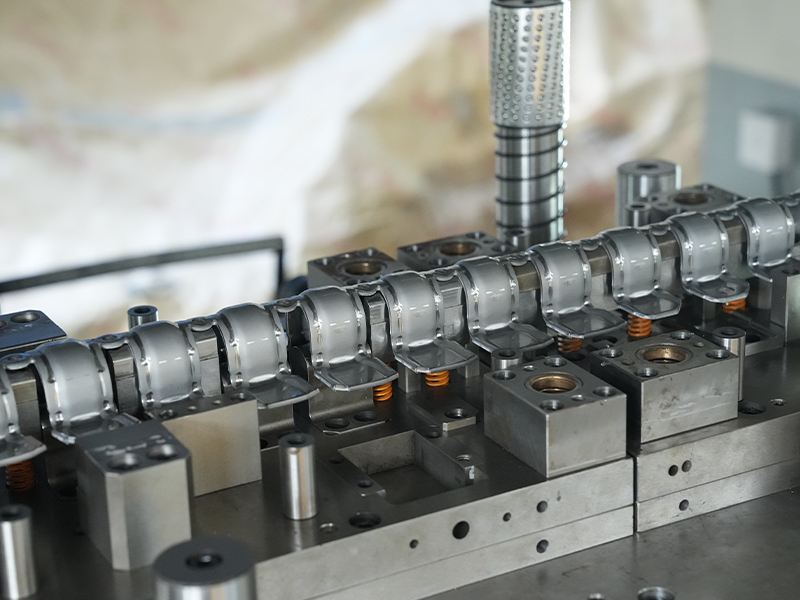
Hjem / Nyheder / Industri -nyheder / Præcisionsstempling: Praktisk vejledning til fremstilling, applikationer og kvalitetsoptimering

Vores slidbestandige rustfrie stålbeslag er konstrueret til høje ydeevne applikationer, hvor holdbarhed og styrke er vigtigst. Denne beslag er lavet af premium rustfrit stål og er designet til at m...
Se detaljer
Vores højtryksbestandige rustfrie stålbeslag er en robust, holdbar og pålidelig løsning til at sikre udstyr i krævende miljøer, hvor pres og strukturel integritet er kritisk. Denne beslag er lavet ...
Se detaljer
Den stemplede jernoliebaffel er en kritisk komponent i motor- og transmissionssystemer, designet til at håndtere og kontrollere strømmen af olie inden for mekaniske samlinger. Produceret ved hjælp ...
Se detaljer
Den stemplede jernmagnetventilboliger er en præcision-konstrueret komponent designet til at omslutte og beskytte magnetventilsystemer. Fremstillet ved hjælp af avancerede metalstemplingsprocesser s...
Se detaljer
Vores jernpakning er en højtydende forseglingsopløsning designet til at give holdbar og pålidelig ydelse i en lang række industrielle applikationer. Fremstillet af jernmaterialer af høj kvalitet er...
Se detaljer
Vores jernmonteringsbeslag er en robust, alsidig og meget holdbar supportløsning designet til en lang række industrielle og kommercielle anvendelser. Denne monteringsbeslag er konstrueret af jernkv...
Se detaljer
Vores korrosionsbestandige bilstålbeslag er konstrueret til holdbarhed og ydeevne i krævende bilapplikationer. Denne beslag er udformet af høj kvalitet, korrosionsbestandig stål og tilbyder eneståe...
Se detaljer
Vores Automotive Steel Flange er konstrueret til præcision, holdbarhed og enestående ydelse i forskellige bilapplikationer. Disse flanger er lavet af kulstofstål, rustfrit stål eller legeringsstål ...
Se detaljer
Vores kobbertyndvæggede bærebur er en væsentlig komponent designet til brug i præcisionslejer, der tilbyder holdbarhed og effektiv ydeevne i forskellige industrielle anvendelser. Konstrueret af kob...
Se detaljer
Messing, der bærer støvkapper, er vigtige komponenter designet til at beskytte lejer og andre mekaniske dele mod snavs, støv, fugt og forurenende stoffer, der kan forårsage for tidligt slid og skad...
Se detaljer
Tinnede kobberstifter er præcisions-konstruerede elektriske stik designet til at give pålidelig og effektiv ydelse i en lang række applikationer. Disse stifter er lavet af kobbertråd af høj kvalite...
Se detaljer
Den kobberbindede magnetventilnålens nålenhed er en præcisions-konstrueret komponent designet til at forbedre ydelsen og pålideligheden af magnetventiler, der bruges i forskellige industrielle anve...
Se detaljerKontaktoplysninger
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interesseret i vores produkter, skal du kontakte os